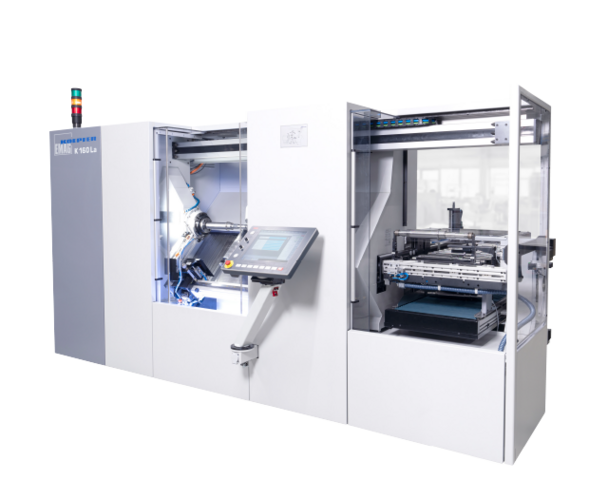
기어 제조를 위한 기어 호빙기
승용차 변속기의 기어 수는 증가하고 있습니다 - 오토매틱 차량의 경우 엔지니어는 이미 10단 기어를 개발하고 있습니다. 이러한 방식으로 자동차는 최적의 회전속도로 더 오래 주행할 수 있으며 그 결과 더 많이 절약하게 됩니다. 변속기 및 기어 생산에 있어 이러한 발전은 최적화에 대한 지속적인 압력으로 작용합니다: 미래에는 대량의 기어를 보다 빠르게, 보다 정밀하게 제조해야 합니다. 수직형 호빙기 VLC 200 H는 기어를 공작물의 예로 사용하여 그 방법을 보여 줍니다.
기어 생산에 있어 "속도를 한 단계 더 높입니다".
유연한 솔루션:
호빙기 VLC 200 H의 고성능 자동화 패키지는 다양한 방식으로 제조 시스템에 통합될 수 있습니다. 즉 파트 플로우 뿐만 아니라 순환하는 자동화 공정으로 사용하거나
"Chaku-Chaku" 방식과 결합시킬 수 있습니다. 그 결과 기어 제조의 생산성을 높일 수 있습니다.
최소한의 유휴시간:
기어 생산 시 픽업 원리로 유휴시간을 최소화할 수 있습니다. 공작물 스핀들은 기어를 컨베이어에서 회수하여 기어를 가장 단단히 받쳐주는 심압대로 이동시킵니다. 호빙 후 공작물 스핀들은 기어를 다시 작업 공간에서 빼냅니다.
짧은 가공시간:
프로세스에 작용하는 축, 즉 밀링 헤드와 메인 스핀들에 있고 냉각수로 냉각되는 양쪽 다이렉트 드라이브로 인해 고성능을 발휘합니다. 직경이 200 mm 이하이고 모듈 4인 기어는 짧은 가공시간 내에 효율적으로 건식 밀링할 수 있습니다. 선택사양으로 건식 가공을 할 수 있습니다.
프로세스 체인의 단축:
블랭크 선삭 후(예를 들어 선반 VL 2에서) VLC 200 H에서 기어링 프로세스가 시작됩니다. 양측 챔퍼링은 VLC 100 C로 실행됩니다. 그 결과 기어 사이클 타임이 현저히 축소됩니다.

기계 고객의 요구에 부응
(1) 대 기계 발견