
비원형 연삭 – 비원형 기하학적 구조를 위한 초정밀성
CBN 연마 기술을 적용한 비원형 연삭은 캠과 캠 샤프트, 펌프 링 및 다른 비원형 기하학적 구조의 공작물의 고정밀 가공을 가능하게 합니다.
CBN 연삭 휠을 사용한 캠 샤프트, 캠과 캠 피스 및 펌프 링의 비원형 연삭
캠 샤프트와 같은 비원형 공작물도 생산 공정에서 가공할 수 있어야 합니다. 완벽한 원형으로 가공되어야 하는 원형 연삭과는 달리, 비원형 연삭에서는 지정된 비원형 구조로 가공해야 하며, 연삭 가공을 통해 최고의 표면 품질을 달성해야 합니다.
비원형 샤프트 타입의 부품으로는 캠 샤프트, 캠 디스크와 펌프 샤프트를 예로 들수 있습니다. 다양한 생산 작업은 기계의 컨셉트에 여러 가지 요건을 요구합니다. 하지만 자동차 캠 샤프트의 연삭과 같은 아주 제한적인 공간의 가공 작업에서도 단 하나의 기계 컨셉트만으로는 시장의 요구를 만족시킬 수는 없습니다. 따라서 모듈식 기계와 기술 컨셉트는 비원형 가공에 있어 필수입니다. 동시 가공 또는 동기식 연삭 공정 시 이중 슬라이드 연삭기가 필요한 것과 같이 사전 연삭 및 마무리 연삭 또는 완전 가공 시에 여러 스핀들을 사용할 필요가 있습니다.
비원형 가공을 위한 CBN 연마 기술
CBN은 비원형 연삭 분야의 최첨단 기술입니다. 절삭 속도의 증가를 통해 미래의 생산성이 향상될 것입니다. 예를 들어, 복합 캠 샤프트와 같은 연삭 면적이 제한되어 있거나 아주 예민한 부품을 가공하기 위해서는 연삭력을 적게 가하는 연삭 시스템을 개발해야 합니다. 성장하고 변화하는 시장의 요구는 미래의 비원형 연삭 분야의 혁신을 불러오는 원동력입니다.
연삭기와 가공 과정에서 발생하는 다양한 요구 사항을 충족시키기 위해 EMAG은 각각 다른 생산 환경에 최적으로 조율된 기술 모듈 및 기계와 함께 광범위한 모듈 설계를 제공합니다(아래 참조).
적용 사례
캠 샤프트 가공은 비원형 연삭의 대표적인 예입니다. 예를 들어, 시행된 턴키 프로젝트에서는 수동 적재 시 네 개의 이중 캠이 연삭됩니다. 이 작업이 제시하는 연삭 기술적 요건은 최대 3mm의 호깅과 단 하나의 연삭 공구를 사용하는 마무리 가공입니다. 이 상반되는 요건은 세라믹으로 결합된 CBN 연삭 휠의 사용으로 충족시킬 수 있었습니다. 또 다른 예로는 상용 자동차를 위한 캠 샤프트의 완전 가공이 있습니다. 한 번의 클램핑으로 열두 개의 컨트롤 캠, 여섯 개의 펌프 캠, 일곱 개의 지지면, 스러스트 베어링 및 테이퍼와 숄더로 된 양 끝이 가공됩니다. 강화된 샤프트의 연삭 시에는 대개 내적 압박이 생성되고 캠 연삭은 지지면의 동심도에 영향을 미치므로, 도면과 일치하는 생산은 한 단계의 공정에서 이루어질 수 없습니다. 이런 경우 한 번의 클램핑으로 가공하는 것이 요구된 품질을 달성하기 위한 가장 좋은 방법입니다.








공작물
각각의 공작물에 최적화된 제조 솔루션.

블레이디드 디스크
엔진 내부에 있는 부품들은 강한 하중을 받기 때문에 매우 견고한 물질로 제작됩니다. 예를 들면 블레이디드 디스크(Blisk:blade disk의 합성어)는 대부분이 니켈 초합금으로 구성되어 있습니다. 이러한 기계 가공 방식은 블레이디드 디스크 생산에 있어서는 경제적인 한계에 부딪히는데, 이는 물질의 강도가 증가하기 때문에 값비싼 공구들의 수명이 단축되고…
캠
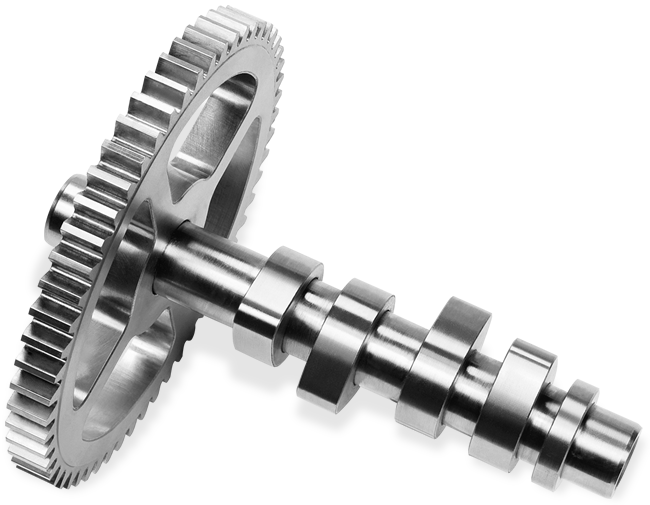
모듈형 캠샤프트 (결합기술)
캠 샤프트를 정밀하게 생산하는 작업에는 생산에 있어 매우 높은 조건이 요구됩니다. EMAG에서 제공하는 열간 압입 과정은 유연성과 생산성을 결합하였습니다. : 싸이클 타임은 단축 시키고, 설계의 제약요소를 제거 합니다.

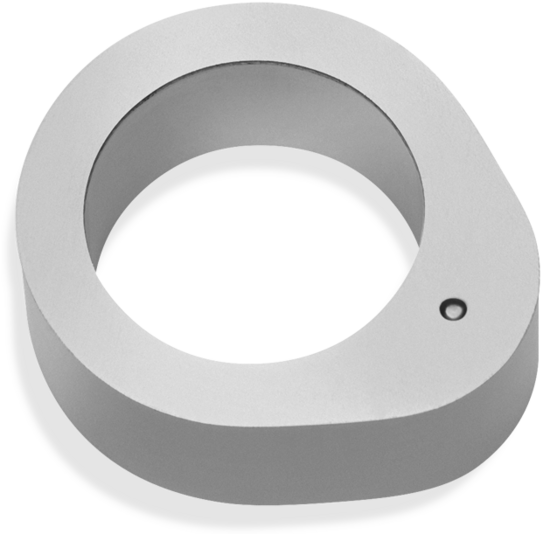
펌프 링


기계 고객의 요구에 부응
(3) 대 기계 발견
![[Translate to Korean (6):]](https://cdn.emag.com/fileadmin/_processed_/1/c/csm_sn-208_preview_b03969a2a6.png "[Translate to Korean (6):]")
![[Translate to Korean (6):]](https://cdn.emag.com/fileadmin/_processed_/9/b/csm_sn-320_preview_38ef397149.png "[Translate to Korean (6):]")
![[Translate to Korean (6):]](https://cdn.emag.com/fileadmin/_processed_/3/7/csm_vg-110_preview_267e104271.png "[Translate to Korean (6):]")


