
Torneado-descortezado de EMAG: rápido, preciso, seguro para el proceso
El torneado-descortezado de EMAG ofrece más posibilidades de mecanizado duro con arranque de viruta. Permite una gran calidad de superficie con ciclos muy breves: superficies con procesos especiales de rectificado (punzador) ahora se tornean-descortezan, p. ej., asientos de sellado sin torsión.
Vea el proceso altamente productivo aquí en el vídeo.
torneado-descortezado: el "turbo" de las tecnologías de arranque de virutas
El torneado-descortezado ofrece la ventaja de tiempos de ciclo muy cortos (hasta 10 veces más rápido que el rectificado o el torneado longitudinal (radio de esquina de 0,8 mm, avance de 0,15 mm a 1,5 mm para producir una superficie Rz6,3). En los proyectos realizados se ha demostrado que con esta tecnología de mecanizado se pueden conseguir calidades de superficies Rz <1 µm con avances máximos de hasta 1mm/giro. Pueden satisfacerse incluso altos porcentajes de área de contacto (Rmr) y requisitos superficiales modernos como Rpk, Rvk, Rk. Otra ventaja son las mayores vidas útiles de las herramientas, logradas utilizando todo el borde de corte, lo que tiene un efecto positivo de cascada, con un impacto simultáneo en los costes generales de fabricación. Además de la reducción de costes de cambio de herramientas por la mayor duración de las mismas (y los tiempos de ataque de los filos), también se reducen los costes de las máquinas gracias a una reducción de los ciclos.
Torneado-descortezado en las máquinas de la serie VT de EMAG
La tecnología del torneado-descortezado ya está muy avanzada en EMAG y se ha venido utilizando en serie en muchos proyectos desde hace 10 años. Véase mecanizado de muñones de eje. Las máquinas de la serie VT, por ejemplo, se han equipado de forma óptima para el uso de esta tecnología. Esto es válido tanto para la mecánica de las máquinas y las torretas portaherramientas como para la parametrización del eje giratorio y su ajuste para su control. En combinación con el software de control especialmente desarrollado para el proceso, EMAG ha logrado desarrollar un manejo sencillo para este exigente proceso de torneado. Lo mejor es que nos pregunte hoy mismo si el torneado-descortezado también se puede utilizar para su aplicación prevista, por ejemplo, el mecanizado blando de ejes de rotores.
Retos para el uso de la tecnología de torneado-descortezado
El torneado-descortezado ofrece todo un conjunto de ventajas para el mecanizado de piezas de trabajo templadas. Sin embargo, para poder utilizar el torneado-descortezado, deben cumplirse una serie de condiciones, tanto para el componente como para la máquina.
El mayor desafío aquí son las fuerzas de mecanizado que se producen, que actúan sobre la placa de descortezado y la pieza. Esto requiere una estabilidad adecuada de la pieza, del dispositivo de sujeción, del alojamiento de la herramienta y, por supuesto, de la propia máquina.
No es posible dar una respuesta general sobre si un componente es apto para mecanizarse con tecnología torneado-descortezado. A este respecto, nuestros expertos pueden ofrecerle importantes consejos e información gracias a su amplia experiencia.
Y en lo que respecta a los requisitos de las máquinas, la serie VT es la solución ideal de nuestra cartera para el mecanizado de una amplia gama de componentes.
Requisitos:
- Estabilidad suficiente de la pieza
- Sistema de sujeción adaptado de forma óptima a la pieza
- Diseño correcto de la herramienta y el proceso
- Alojamiento de herramienta rígido y cuerpo base de la máquina estable
Ventajas:
- Reducción de costes gracias a la disminución de costes de herramientas y tiempos de ciclo
- Eliminación de pasos de proceso adicionales gracias a la consecución de calidades superficiales superiores con Rz <1 µm
- Reducción de superficie gracias al menor número de máquinas herramienta como consecuencia de los tiempos de ciclo muy cortos
- Reducción del impacto ambiental gracias el proceso en seco y el bajo consumo de energía
- Gran flexibilidad gracias a herramientas universales (adaptación de la longitud de mecanizado mediante la superposición de un avance) en comparación con las herramientas de rectificado
- Posibilidad de mecanizado duro y blando con tecnología EMAG
- Máquinas diseñadas de forma óptima para el uso de la tecnología de torneado-descortezado










Ejemplo de mecanizado: Para el mecanizado de acabado de paquetes de chapas, EMAG emplea una innovadora tecnología de torneado-descortezado
El torneado-descortezado de paquetes de chapas de ejes de rotores tiene una serie de ventajas sobre el proceso de torneado clásico. Por un lado, el torneado-descortezado permite avances significativamente más altos por giro y, por lo tanto, tiempos de ciclo reducidos. El uso de todo el filo de corte también aumenta la vida de las herramientas y reduce el tiempo de mecanizado. También se ha demostrado que se logran calidades superficiales significativamente mejores.
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/f/0/csm_H794_V0_VT_2_scroll_free_turning_Rotor_Workarea_d2dfa17113.jpg "[Translate to Spanish (10):]")
[Translate to Spanish (10):]
Ejemplo de aplicación, muñón de eje: Mecanizado duro en una sujeción
El torneado-descortezado sustituye un paso de proceso adicional en una rectificadora separada. El mecanizado de muñones de eje es un ejemplo ideal para demostrar las ventajas del torneado-descortezado y de las máquinas de 4 ejes de la serie VT. Dado que los muñones de eje se fabrican en grandes cantidades, la combinación de una poderosa máquina de fabricación y una óptima tecnología de producción puede aportar aquí dobles ventajas: Por un lado, la automatización integrada de la máquina con carga y descarga paralela garantiza unos tiempos improductivos cortos, y por otro lado, el mecanizado en 4 ejes acelera los tiempos de proceso. Un plus adicional de velocidad viene dado por el rápido proceso de acabado del apoyo mediante torneado-descortezado, que no solo produce una superficie perfectamente libre de torsión, sino que también elimina la necesidad de cualquier mecanizado de repaso.
Esto hace que el mecanizado de muñones de ejes en esta configuración reduzca drásticamente los costes: No solo se logran tiempos de ciclo extremadamente bajos, lo que reduce significativamente los costes por pieza, sino que los costes de inversión también son más bajos, ya que no es necesario planificar una rectificadora adicional.
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/4/2/csm_H925_V1_VTC_100_SD_scroll_free_turning_x_x_e14cf9027b.jpg "[Translate to Spanish (10):]")
[Translate to Spanish (10):]
Piezas
Para cada pieza de trabajo la solución de fabricación correcta.
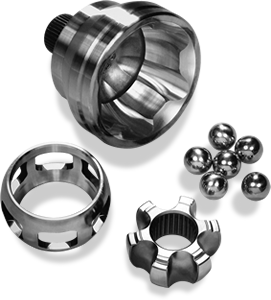
Juntas homocinéticas
Los componentes de juntas homocinéticas tales como muñones, jaulas y cubos de bolas exigen que las máquinas herramienta cumplan altísimos requisitos. EMAG ofrece un amplio espectro de soluciones para…

Árbol de engranajes

Muñones de ejes
Los muñones de ejes plantean requisitos muy exigentes al concepto de máquina. Tanto los tornos como las fresadoras de pistas de bolas se fabrican en EMAG a la exacta medida de sus respectivos…

Acoplamiento de tres puntos




Máquinas para sus necesidades
(8) máquinas encontradas

![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/1/1/csm_vsc-400_preview_01_001eac22fd.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/3/a/csm_vsc-ds-dds_preview_6c8edf12cf.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/5/3/csm_vt-2_preview_9da0b70ba3.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/9/5/csm_vt-4_preview_e096a8adca.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/7/0/csm_vtc-100-gt_preview_22037243bc.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/1/5/csm_vtc-200_preview_1cec5e69ae.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/5/4/csm_vtc-250_preview_694f15908e.png "[Translate to Spanish (10):]")


