Wälzschleifen: Präzise Geometrien und hochgenaue Oberflächen für Verzahnungen
Bei der Zahnflankenbearbeitung von Wellen und Rädern per Wälzschleifen bzw. Verzahnungsschleifen geht es um maßgenaue Ergebnisse im mµ-Bereich, denn selbst eine minimale Welligkeit im Oberflächenbild der Bauteile kann zu Störgeräuschen im späteren Antrieb führen.
Wälzende Bewegung sorgt für Materialabtrag
Das Wälzschleifen bzw. Verzahnungsschleifen stehen am Ende der Prozesskette und kommen nach der Wärmebehandlung des Bauteils zum Einsatz; dabei werden fertigungsbedingte Maß- und Formabweichungen beseitigt. Nach dem Schrupphub shiftet die Schnecke tangential und bringt einen unbenutzten Bereich der Schleifscheibe für den Schlichthub in Bearbeitung. Somit ist sichergestellt, dass die Verzahnungsgeometrie und die Oberflächen des Bauteils höchste Ansprüche erfüllen.
Da meist mehrere Flanken des Werkstücks mit der Schleifschnecke in Kontakt stehen und dies sich positiv auf das Zeitspanvolumen auswirkt, ist das Wälzschleifen sehr produktiv. Für ein zusätzliches Leistungsplus sorgen die beiden Werkstückspindeln: Während ein Bauteil bearbeitet wird, wird auf der zweiten Werksrückspindel ein anderes Bauteil be- bzw. entladen. Zudem findet in dieser Position das hauptzeitparallele Einmitten, also das Einfädeln der Schleifscheibe in das vorverzahnte Bauteil, statt. Auf Maschinen mit nur einer Bearbeitungsspindel ist das Einmitten additiv zur Hauptzeit.
Wälzschleifen sorgt für konstante Formen und Flankenlinien am ganzen Umfang der Verzahnung. Ein wichtiger Faktor ist das Abrichten, bei dem mit einer diamantbelegten Abrichtscheibe das Profil der Schleifscheibe in den Ausgangszustand zurückgesetzt und somit die geforderte Qualität sichergestellt wird. Auf den Maschinen sind alle gängigen Abrichtverfahren, auch mit hochgängigen Schnecken, möglich.
Auf EAMG SU Maschinen kann neben dem Wälzschleifen auch mit Profilschleifscheiben geschliffen werden. Die EMAG SU G 250 HS (high speed) und G 250 sind zudem hervorragend für störkonturbehaftete Werkstücke geeignet. Hier kann mit sehr kleinen Wälz- und Profilschleifscheiben geschliffen werden.
Topologisches Schleifen, also die Kompensation der Verschränkung der Oberfläche bei balligen und schrägen Verzahnungen, kann auf der Maschine visualisiert und vom Maschinen- Bediener einfach modifiziert werden. Dies sorgt für kurze Rüstzeiten. Dabei können die linke und rechte Flanke unterschiedlich modifiziert werden.
Fein- oder Polierschleifen wird mit einer kombinierten Schleifscheibe durchgeführt. Hierzu verfährt die Tangentialachse in den Bereich mit der anderen Schleifscheibenbeschaffenheit und führt den Polier- oder Schlichthub durch.
Auf der EMAG SU SG 160 ist Trockenschleifen, also Schleifen ohne Kühlschmierstoff, möglich, was die Maschine einzigartig im Markt macht. Zudem setzt sie in puncto Platzbedarf und Energieverbrauch (keine Kühlmittelaufbereitung) Maßstäbe. Diese Maschine eignet sich außerdem für Bauteile, die vor dem Härteprozess geschliffen werden. Das (unverzahnte) Drehteil wird auf der SG160 wälzgefräst und wälzgeschliffen, was zu extrem kurzen Bearbeitungszeiten führt und somit die Kosten deutlich senkt.
Aktuell spielt das Verzahnungsschleifen beispielsweise bei der Produktion von Bauteilen für den E-Antrieb eine wichtige Rolle: Produktionsplaner fordern neue Lösungen für eine perfekte Oberfläche, die bei hohen Drehmomenten und Drehzahlen die geforderte Laufruhe garantieren.
Vorteile Wälzschleifen
- Schnell: Die hochproduktive Bearbeitung sowie die kurze Span-zu-Span-Zeit garantieren kurze Boden-zu-Boden-Zeiten.
- Prozesssicher: Kurze Kontaktzeiten verringern die Gefahr von Schleifbrand.
- Präzise: Das Verfahren sorgt für eine konstante Evolventenform und Flankenlinien am ganzen Umfang der Verzahnung. Mit speziellen Maschinenkonzepten ist die Feinwelligkeit der Oberfläche auf extrem niedrigen Niveau.
Werkstücke
Für jedes Werkstück die richtige Fertigungslösung
Zahnrad
Zur Bearbeitung von Zahnrädern kommen Maschinen der VL-Plattform zum Einsatz. Vier zentrale Operationen laufen hintereinander ab: Das Drehen der ersten Seite des Zahnrads (OP 10) und das Drehen der…

Zahnradwelle

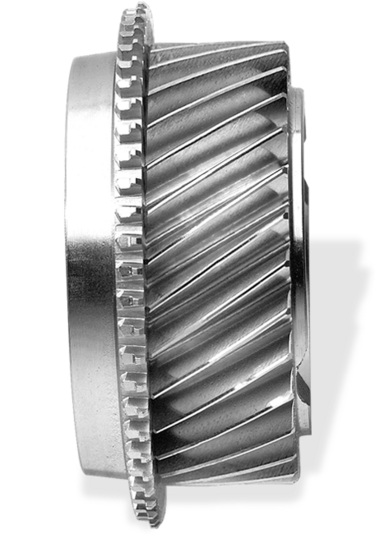
Zahnrad mit Synchronrad
Der erste Blick auf ein typisches Getrieberad macht die Bearbeitungsherausforderung deutlich...

Planetengetriebe
Planetengetriebe kommen heute aufgrund ihres hohen Wirkungsgrades, ihrer kompakten Bauform sowie der hohen Leistungsdichte in einer Vielzahl von modernen Automatikgetrieben zum Einsatz.

Planetenrad




Maschinen für Ihre Anforderungen
(5) Maschinen gefunden
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/_processed_/5/f/csm_g-160_preview_8ce550e0a8.png "[Translate to Deutsch (1):]")
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/_processed_/a/3/csm_g-250_preview_75b5287501.png "[Translate to Deutsch (1):]")