
齿轮的全套加工
使用 VL 平台的机床加工齿轮,四个关键操作依次进行: 齿轮一面 ( OP 10 ) 的车削和另一面 ( OP 20 ) 的车削分别在 VL 2 上进行,然后在 VLC 200 H上用滚刀进行齿轮滚齿加工(OP 30),而零件最后的倒棱在 VLC 100 C ( OP 40 ) 上进行。 在此,1个制造系统中使用两个不同的控制系统(VL机床上的发那科和VLC机床上的西门子),表明了机床如何能相互组合。
齿轮的制造: 加工时间短 - 高产出率
尤其在齿轮箱制造业中,齿轮需求的增长特别迅速: 现代的齿轮箱有变小的趋势,但同时要拥有更多档位,因此要拥有更多齿轮和啮合组件。 因此,必须高精度地和高效地在容量越来越大的工艺流程中制造零件。 在此,所有流程工艺都具有非常高的灵活性。 通常在一个生产基地就可生产不同的齿轮箱组件,如轴、齿轮、行星齿轮或摩擦片保持架。
几十年以来,埃马克的齿轮切削专家就已经指出了用哪些工艺可成功地战胜该挑战。 它们始终通过新的机械制造创新推动齿轮箱生产中的研发。
几个例子:
- VL 2 立式上下料车床,用于齿轮快速和精确加工,用于车削零件的第一面和第二面
- VLC 200 H 立式滚齿机,用于齿轮的快速滚铣和去毛刺
- VLC 100 立式倒棱机
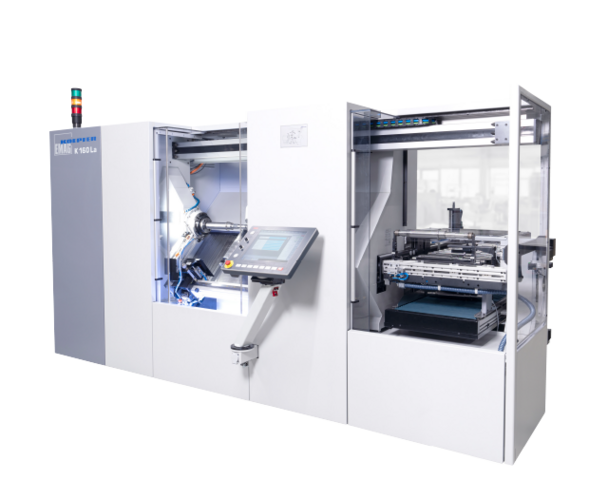
- ELC 160 激光焊接机,用于焊接同步轮和齿轮
- Eldec Mind,用于齿轮的感应淬火





优势 齿轮
用于齿轮加工的 VL/VT 生产系统的优点
- 紧凑、节省空间的设计
- 根据应用情况量身制定的自动化解决方案
- 高效的零件流,行程短、非生产时间少
- 模块化的生产概念 – 随时可扩展和调整
- 整个系统操作简单,改装和保养时间短
- 一站式的整体研发和设计 - 从机床到工艺到自动化

工艺
复杂的制造系统来自单一来源,得益于高范围的技术
Deburring is an essential procedure in many production processes - after all, burrs that are not removed could break off later and damage bearings or…
For those who want to produce gearing on workpieces with interfering contours – including a small overrun – gear shaping is frequently the only…
Gear shaving takes place before the hardening process and is a cost-effective process. It results in low-noise gear surfaces - a major benefit that…
机床 满足您的要求
(3) 款机床已找到
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/9/d/csm_vl-3-duo_preview_69a54b85fd.png "[Translate to Chinese (2):]")
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/0/4/csm_k-300_preview_9d415d7feb.png "[Translate to Chinese (2):]")
生产线
埃马克公司的完整制造线和自动化系统
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/user_upload/content/automation_systems/trackmotion/trackmotion_preview.png "[Translate to Chinese (2):]")
TrackMotion
在 TrackMotion 系统中,一个被称为 TransLift (桁架机械手)的装置可在机床间的轨道系统(“Track”)上运行。TransLift 负责抓取不同高度的零件并对工件进行定位及翻转。机床可通过 TrackMotion 十分方便地相互联接。而且,TrackMotion 自动化系统也十分迅速。



{kind=link}