
轴类件加工 VTC
VTC 100 GT
- 工件最大直径: 100 mm | 4 in
- 工件最大长度: 400 mm | 15.5 in
- 最大卡盘直径: 210 mm | 8.5 in
埃马克集团的 VTC 型机床:轴类件双侧加工
埃马克集团VTC机床确保快速的车削和磨削加工流程。
实现了柔性化 – 在 VTC 机型上可快速完成几乎完整的复合精加工:硬、软车削、无纹路车削、磨削、同步磨削、同步支撑磨削以及非圆磨削。
简而言之:该 VTC 机型可确保经济高效、工艺可靠的轴类件加工。
轴类件的硬质加工
轴类件的全面解决方案 VTC 100 GT 机床在硬车削和磨削时可确保快速的工艺流程: 用刀塔进行全部车削加工,然后在第 2 个工位上进行磨削加工。 也就是说,VTC 100 GT 机床可通过一次装夹完成对圆柱形轴承座,轴肩和开槽的加工。 显著降低了分次装夹时产生的径跳误差。
重要的是: 随时可以进行组件更换。 当加工任务需变更时,这些机床可快速进行重新配置。即使是非常复杂的加工工艺也可以在埃马克机床上以极其高效的方式进行组合配置。










优势 VTC 100 GT
- 一台机床完成所有硬质切削: CBN 磨削,硬车和刮削
- 集成式上下料: 埃马克刀塔大大降低了自动化及外围设备成本。 毛坯件和成品件存储装置也集成在机床内
- 可实现轴类件的复合硬质加工,消除了装夹引起的误差
- 立式结构,落屑向下,非常理想
- 结构紧凑的立式设计,空间需求更小
- 机床可接近性佳,操作方便,保证了极短的装备和换装时间
工件
为每一种工件提供合适的加工方案
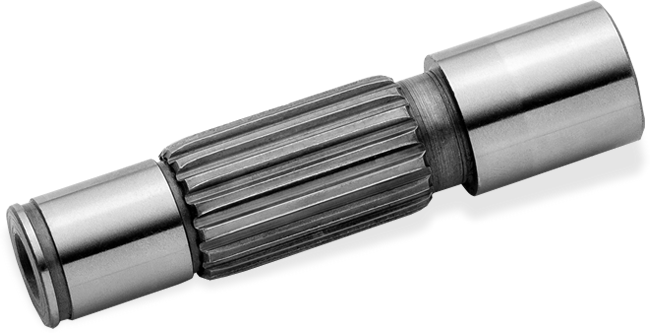
传动轴(电动自行车)
轴类件加工属于埃马克的核心竞争力。我们提供的用于轴类件生产的特殊 4 轴机床是高精度、高效率加工传动轴的理想选择。车削、硬车、滚齿、磨削——埃马克可以提供传动轴的完整工艺链。
- 车削
机床:VT 2 / VTC 100
- 滚齿
机床:HLC 150 H
- 硬精加工(硬车/磨削)
机床:VTC 100 GT
- ECM 电解加工齿形出口处
机床:CI…
转子(电动自行车)
转子轴是电动机的核心部件,埃马克已针对这个重要部件研发出多种解决方案。从车削到制齿,再到使用 ECM 技术进行齿轮硬加工,埃马克可提供多种工艺技术,高效率、高精度地制造转子轴。
- 车削转子轴
机床:VT 2 / VTC 100
- 硬精加工(硬车/磨削)
机床:VTC 100 GT

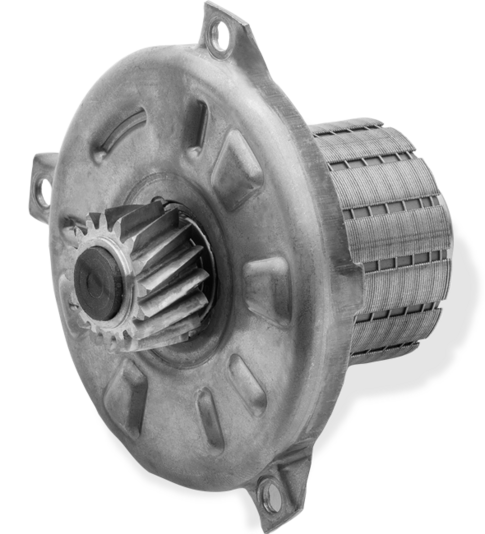
转向机构主动齿轮
动力转向系统是现在每一辆汽车的标配。因此将方向盘的运动传递到转向机构的转向齿轮的需求量非常巨大。这对于 KOEPFER 滚齿机 160 来说是小事一件,它是专门为制造转向齿轮而设计的。该机床装配有最新一代的 8…


工艺
复杂的制造系统来自单一来源,得益于高范围的技术
技术数据
工件最大直径
100 mm
4 in
工件最大长度
400 mm
15.5 in
最大卡盘直径
210 mm
8.5 in
| 工件最大直径 |
mm
in |
100
4 |
| 工件最大长度 |
mm
in |
400
15.5 |
| 最大卡盘直径 |
mm
in |
210
8.5 |



{kind=link}